https://www.slideshare.net/DrAmsavelvel/validation-master-plan-115143205
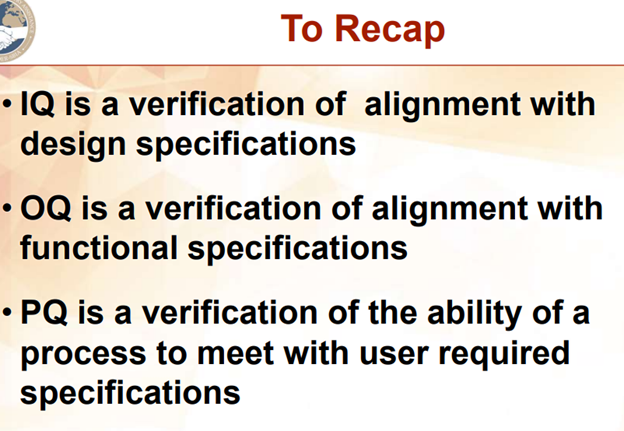
IQ is an acronym for “Installation Qualification”: which is defined by the FDA as, establishing by objective evidence that all key aspects of the process equipment and ancillary system installation adhere to the manufacturer’s approved specification and that the recommendations of the supplier of the equipment are suitably considered.
The Installation Qualification (IQ) execution; verifies that the equipment, and its ancillary systems or sub-systems have been installed in accordance with installation drawings and or specifications. It further details a list of all the cGMP requirements that are applicable to this particular installation qualification. These requirements must all be satisfied before the IQ can be completed and the qualification process is allowed to progress to the execution of the (OQ).
Conformance with continued Good Manufacturing Procedures. (cGMP's) requires, that what ever approach is used, it is fully documented in the individual Validation (Master) Plan (VMP or V P). The IQ should not start with the Factory Acceptance Testing (FAT) or Commissioning tasks, but it should start before these tasks are completed; enabling the validation team to witness and document the final FAT and commissioning testing. The integration of these activities greatly reduces the costly and time consuming replication of unnecessary retesting.
There is a grey area of testing / inspection in the transition from the IQ to the Operational Qualification (OQ) that is open to rationalization, i.e. it has to be done, but it can satisfactorily be included in either the IQ or OQ. On most projects the simpler the IQ is kept, the quicker it is completed, reviewed and out of the way, allowing progress to the OQ. It can therefore pay dividends to keep the IQ as basic as possible. Where possible, the IQ can be kept to the pre-powering up stage. Keeping the IQ at this level allows healthy project progress. There should be no powering up or utility problems to hinder IQ sign off, and rapid progress through the OQ to the Performance Qualification (P1Q) and where applicable the Process Qualification (P2Q), becomes feasible. It can be reasoned that as soon as you power up, you enter the equipment operation stage, where verification of the User Requirements Specification (URS) and 21 CFR Part 11 verification testing are undertaken.
For this reason we have built in flexibility to allow some the tests and inspections to be included either in the IQ and OQ, allowing maximum flexibility to the planning of IQ / OQ execution. This has not been done just because it might work, this has been advocated by us for some time. We have experience major delays to projects, caused purely by waiting for the client to complete document reviews and approvals. See Comment 9 in cGMP-FDA-483.
The scope of the IQ testing/inspections will cover the under listed subjects, but is not restricted to them alone.
- Verification that all components parts ~.
- Verify installation is as specified ~.
- Insert a brief description of what part of the validated product process ~~..
- Insert a brief description of the operational function ~~. .
- Verify supply voltages conform with ~~.
- Verify that electrical installation qualification (IQ) complies with ~~.
- Verify that all alarms and visual displays are ~~.
- Verify that where used, the correct versions of ~~.
- Confirm that the issue level of software ~~.
- Identify and verify that serial numbers and model number of all ~~.
- Review all calibration certificates for ~~.
- Verify where used, there is signals continuity~~.
- Verify signal continuity between ~~.
- Verify that the ambient conditions are ~~.
- Verify that the documentation provided by the ~~ maintenance of the system ~~.
[https://www.validation-online.net/installation-qualification.html]
System Requirements and verification of the installation process are usually tested in the Installation Qualification. Input, Processing, Output, and Security testing are usually tested in the Operational Qualification.
The requirements to properly install the system were defined in the Design Specification.
Installation Qualification might test:
- That the operating system has the appropriate processor, RAM, etc.
- That all files required to run the system are present
- That all documentation required to train system personnel has been approved
Each step of the qualification should include an instruction, an expected result, and the actual result. Any discrepancy between the expected result and the actual result should be tracked as a deviation. Deviations should be resolved before validation is complete.



{kind=link}